QuickPCB's are printed with a silver-bearing ink; for professional circuits, that means you need to keep a few things in mind:
- There is *no* heatsink effect. The ink conducts heat very poorly.
- The traces have resistance (like ohms of resistance -- see below).
--For Logic, this will work. For sensors/power, you need to check to see if it works-- - There is little/no wetting effect of solder; if you're not happy with the resistance of a trace, you'll need to fabricate a piece of wire to lay on top of the trace -- just tinning it won't do.
- The adhesion of the "ink" is very poor at high temperatures; if you're jumpering something or soldering a wire to the board, it's best to solder to a component lead (the larger the better; 1210 packages are good, 0805 is marginal and 0603 will just give up with any kind of tension).
- The "ink" is not quite flat either and it's all conductive; a 1206 package makes a good jumper for 1 trace (not two), and an 0805 package is hit or miss.
- Soldering is more like "leading" of a stained glass -- you have to draw your iron across it to wet an area. Remember to use a low-temp solder and a temperature-controlled iron.
- Also remember that the solder will try to pull the silver from the "ink" so keep the iron on for just 1-3 seconds per joint.
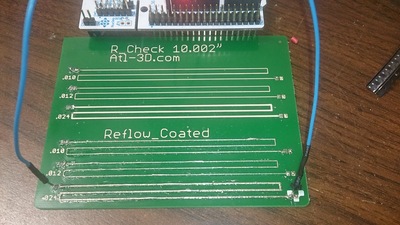
The R_Check board
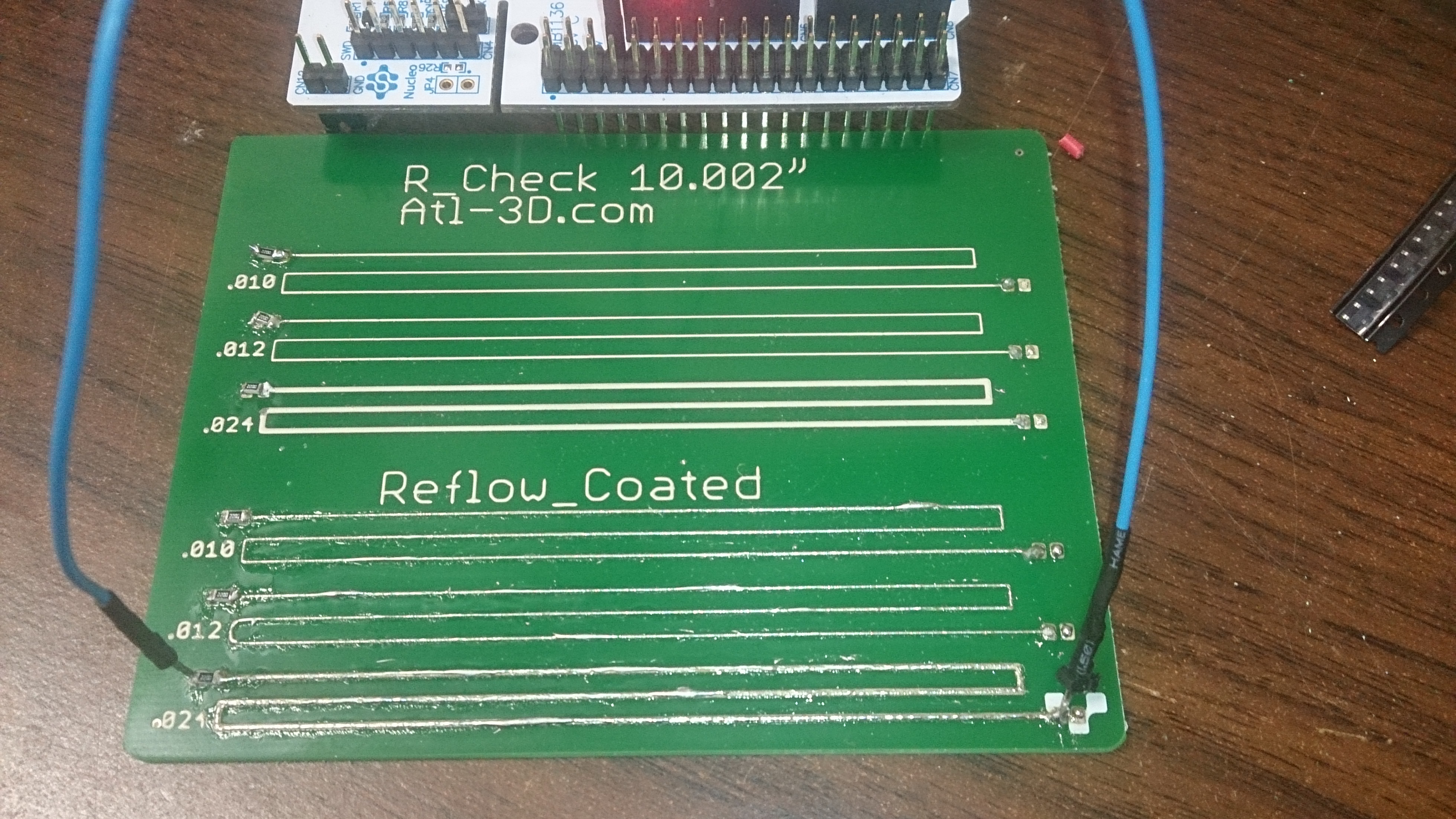
I printed the R_Check board to give a real-world gauge of resistance (yes the "ink" does have specs, but toying with Ohms/mm is kind of like working with board feet of lumber); from my testing:
- 0.010" traces have 1.13 Ohms/inch
- 0.012" traces are about the same
- 0.024" traces are 0.50 Ohms/inch
If you tin them:
- 0.010 / 0.012" traces didn't change much (I got ~1.05 Ohms/inch)
- 0.024" traces dropped to 0.39 Ohms/inch (0.30 if you re-tin by hand)
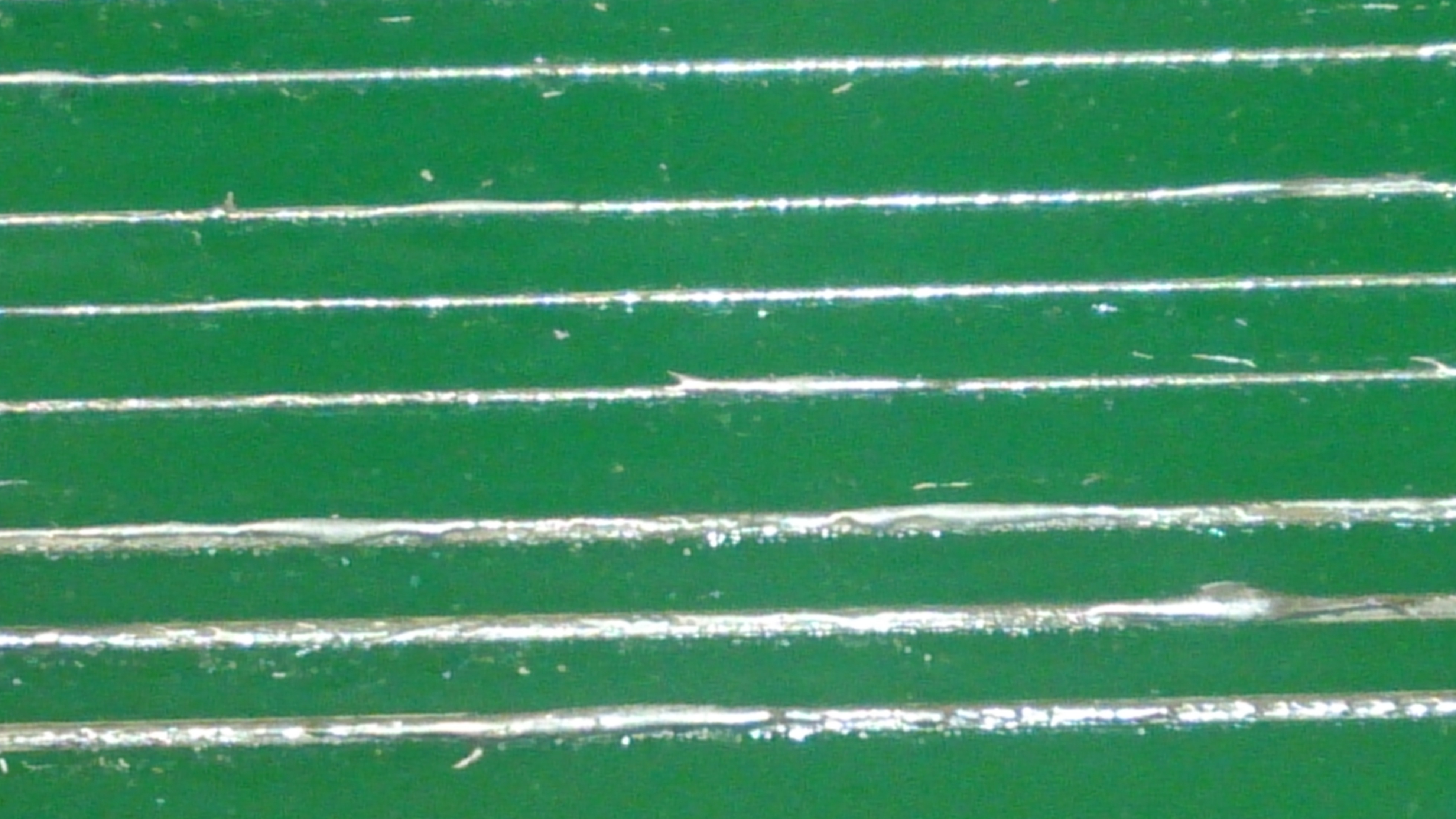
I did the tinning as part of the paste-solder-reflow (I can put parts on the board and send you completed boards, but that's going to cost more than $20 -- and the solder paste has a "stencil time" of 2 hours, so shipping a pasted board won't work very well). I then re-tinned with an iron to "spread the solder by hand."
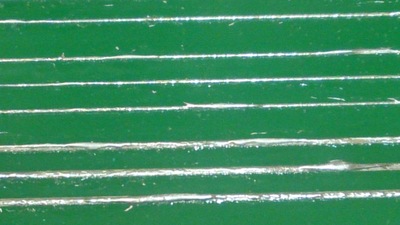
Close-Up of the tinned traces