


-
Recent Posts
Recent Comments
- ThorMJ on PTFE support for Robo3D
Archives
Categories
Meta
Crap! Site was hacked in the worst way!
by ThorMJ on Jun.14, 2016, under 3D Printing, Laser, Uncategorized
I fixed it... but for a while (at least 6/13/2016 21:00 EDT - 6/14/2016 09:00 EDT) my site was dropping crypto malware. PLEASE SCAN YOUR SYSTEMS. The hack may have been as early as 5/18/2016.
I use CryptoPrevent on all systems that I touch. Another tool that I'm finding very handy is the GWX Control Panel as it seems to be the best way to thwart Microsoft's insistent Windows 10 Update.
Ruffles for 3D Printing…
by ThorMJ on Apr.18, 2016, under 3D Printing
Just a note I saw... interesting concept if you have a solid 0-backlash Z mechanism: make the hotend travel in waves so now your "molten layer" isn't a single height all the way around. Should make for a much stronger print!
http://makertum.com/en/interlocking-non-planar-layer-fdm/
CobbleBot dual extruder test
by ThorMJ on Apr.16, 2016, under 3D Printing
Works, but needs more work.

CobbleBot Vanguard XL is Alive!
by ThorMJ on Apr.13, 2016, under 3D Printing
I've been impressed with Robo3D. They've sent me replacement parts, and my "out-of-the-box" experience required only minor tweaks, so I went for the "Kit Option" for my 2nd printer.
My CobbleBot Vanguard, IMHO, is unfinished. There were no/missing instructions for:
- Putting the guide wheels together (you needed to add some spacers or the bearings wouldn't function properly)
- Breaking in the Z Ballscrew
- Aligning the Z Axis so it doesn't bind
- Routing the wires (and with 2 extruders, neatness counts...)
- Mounting the extruders (the supplied Teflon tubing wouldn't let me put them in the "obvious spot").
- Proper home-switch mounting
- Mounting the heated bed (thank you Mac Quillian)
- Calibrating the stepper motor drivers
And so far, operation has been challenging:
- Adjusting the Z0 height (Robo3D had an adjustment screw; now it has autolevel)
- Since only one side is driven in Z, there is considerable droop across the X axis.
- CobbleBot seriously underestimated the required power supply. 10A may be fine without a heated bed, but with the heated bed, you need >16A (the bed draws a little over 10A on its own!). I'm now using an ATX power supply with 24A capacity.
But... it is Alive. Now to dial it in....

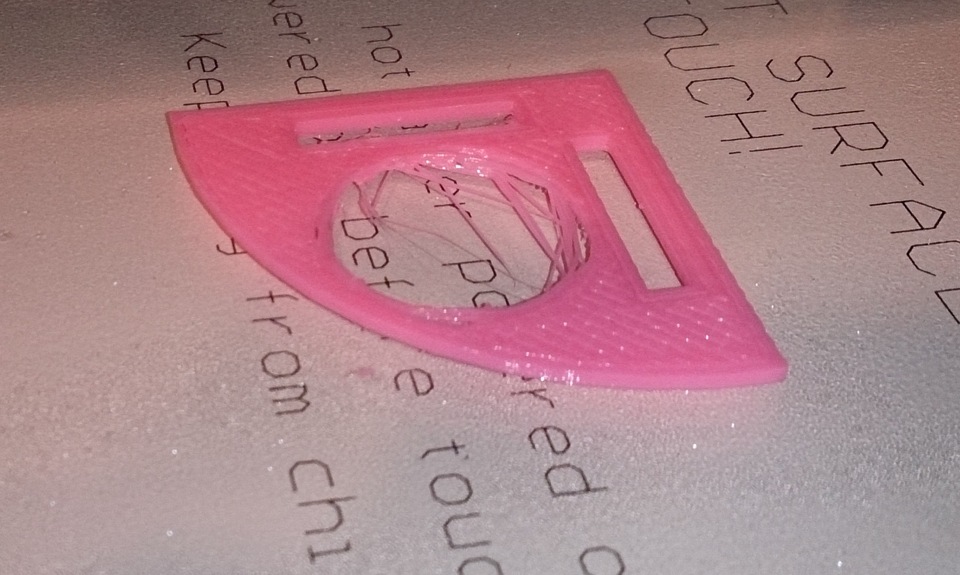
The Nickel Calibration Piece
2016 04 13 21 38 11
Robo3D [KS] Glass Plate
by ThorMJ on Apr.03, 2016, under 3D Printing Tips, Robo3D-Mods
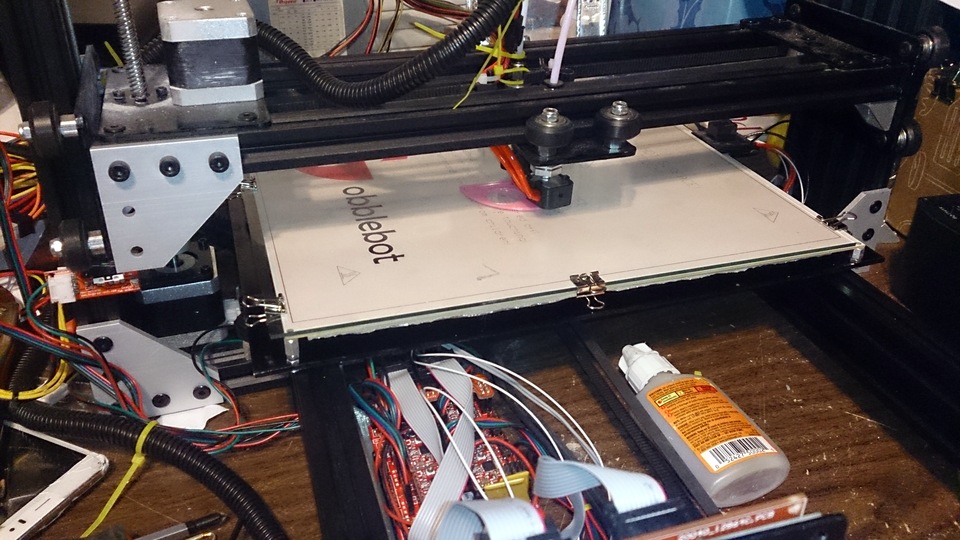
A lot of people are worried about contaminating the bearings and bushings if they use hairspray; I decided to use a removable plate of glass to not worry about the issue:

Glass plate held in with binder clips. Sorry about the filament bits!
- Go to Lowes (since Home Depot won't cut glass) and get a 10x12" piece of glass. Have them trim it to 10x10 (unless you want to drill holes in it for the bed bolts to go through it. Better yet, get 2 or 3 so you can have 1 "ready" for easy swapping.
- Cut a notch in the front-left leg so you can have the full range of motion without hitting a micro-binder-clip
- Apply hairspray/abs juice/etc to the plate of glass while it is not in your printer. Wait for it to dry.
- Secure it to your printer with 3 binder clips. Be sure it's flat on the bed with nothing between the bed and the glass.
- Adjust Z height if you don't have autolevel.
Now you can print with hairspray without worrying about it contaminating your bearings!
Replace Extruder Bolts
by ThorMJ on Mar.30, 2016, under Robo3D-Mods
Let's face it, Phillips-head bolts tend to cam-out and destroy themselves. Put them on a moving platform and you have a recipe for disaster. Replace the 2 bolts with socket-head-cap-screws (Allen-head bolts), and you'll be much happier!
Extruder Dry Lube
by ThorMJ on Mar.29, 2016, under 3D Printing Tips
Something that helps a great deal is making the Filament Path have as little friction as possible. You can't use Teflon for the purpose because it decomposes at high temperatures, but you can use 2 other lubricants:
Tungsten Disulfide (WS2) - http://amzn.to/1UBiGog
Hexagonal Boron Nitride (HBN) - http://amzn.to/1ROpa2n
I generally uses the the WS2 spray because it's much cheaper and I didn't see any larger benefits with the HBN spray...
Both of these mechanically-bonded powders; they have to be "wrung into place"; to do that, I use the following process:
- Do a Nylon-Cold-Pull and repeat as necessary to clean/clear the nozzle.
- Open the idler pulley so you can insert the spray tube directly into the filament path
- Cut a bit of filament so that you can bottom it out and still have it be long enough to put into a drill chuck. Nylon preferred; if PLA, make sure the hotend is cold before continuing.
- Using the spray tube, squirt some lubricant into the filament path. Protect the print bed from overspray!
- Insert the cut filament into the hole and bottom it out. Chuck it in a drill and twirl it for 5 seconds
- Repeat 4&5 3-5 times.
- Now do a Nylon-Cold-Pull. You'll find that it is much easier to pull the Nylon out.
I also use the spray to lubricate:
- Hobbed bolt - makes it easier to clean
- Extruder bearings - makes it easier to move even if the gear is on tight
- Y-Axis idler pulley
- Z-Axis screws
I've found that normal chain lube is better for the rods & rails, and YMMV on the idler & screws, but if you lube the hobbed bolt, as counterintuitive as it sounds, it doesn't affect the extrusion force and it makes it much easier to clean out after a jam (use a wire brush instead of picking each slot one-by-one with a razor blade).
PTFE support for Robo3D
by ThorMJ on Mar.29, 2016, under Robo3D-Mods
With the stock Robo3D, there is a large gap between the hobbed bolt and the bottom; this causes some issue with normal ABS (PLA is usually stiff enough) and makes Flex almost impossible to use (maybe usable at 1/4 speed, but if you see a z-kink when you're done, you know you've gone too fast).
Some people suggest using a ferrule from a mechanical pencil to cover the gap, but I think I did one better -- I put a PTFE tube from the hobbed bolt all the way down to the top of the hotend (for those with an E3Dv6, I'd recommend removing the PTFE tube from it and making a single extension all the way down:

PTFE Support Tube, bearing removed for clarity. I need to clean the bolt again...
- Remove hotend, release the idler pulley, and remove the hobbed bolt - this should leave nice access to the filament path.
- Remove any fittings from the top of the hotend, and if you can feed the new PTFE tube into the hotend (eg, E3Dv6, but not the original Robo3D), remove the PTFE tube from the hotend; measure this and add 3" to that -- this is the starting length of the your new PTFE tube.
- Cut a new piece of PTFE tubing to the length necessary to go from the hobbed bolt until it bottoms out in the hotend. Too long doesn't matter.
- Sharpen one end of the PTFE tubing with a manual pencil sharpener, just to put a bevel on it (I should work out a better way of aligning this, but this works very well).
- Bore out the plastic-path with a 5/32 drill bit (this part was easy for me because I had a right-angle drill) -- Don't hit the print bed.
- Blow out the dust.
- Feed a length of PLA through (in order)
- PTFE tubing
- Filament Path of extruder
- Hotend (hotend should be cold... this is just for alignment purposes.
- Push the PTFE tubing down through the Filament Path until it comes clearly out the bottom and you can put it into the hotend; bottom it out in the hotend (this is a bit hard-- I made it a tight fit so I didn't have to worry about the PTFE tube migrating up into the hobbed bolt on retracts).
- Push the hotend (with PTFE and filament) back into position - this should make a length stick out where the hobbed bolt goes.
- Secure the hotend in place; the PTFE tubing should still be bottomed out in it.
- Pull PLA out, and trim the PTFE tube so you can put the hobbed bolt in.
- Close the mechanism gently, and continue trimming the PTFE tube with a razor blade until the idler doesn't squish the PTFE tube -- make the cut match the angle of the idler if possible. Don't let the scrap fall into the tube.
- You probably don't have to, but you can remove the hobbed bolt, and bore the PTFE tube with a countersink bit just a bit to make a funnel shape to make it easier to load the filament; if you do this, you have to disassemble and then do steps 6-10 again to make sure you don't get PTFE dust in your hotend (that will cause clogs).
With this, there's almost no dead-space between the feed rollers of the extruder and the PTFE support tube, so even flex won't kink up in it. You might have to cut the filament at a 45 angle if you didn't use a pencil sharpener in step 4.
After you do this, you might want to use a PLA "guide" whenever you remove and reinstall the hotend to make sure it stays aligned when reinstalling the hotend (or you have to use a 45 degree filament cut).
Should I make an Instructable out of this? Then the pictures would be a little more meaningful...
-Thor
PLA Bed Adhesion
by ThorMJ on Mar.27, 2016, under 3D Printing Tips
I'm one of the ones still using hairspray. PLA doesn't stick well to ABS-Juice, and right now my heated bed is on the fritz, so using an advanced coating/textured plastic is a recipe for disaster (print breaks instead of coming off).

L'oreal Elnett holds very well (almost too well) and dries quickly.
Aquanet holds holds almost as well, but takes a long time to dry.
Vidal Sassoon is quick and holds ok for most things.
L'oreal Lock-It does not hold at all.
Don't use the beer on the platform. Drink it while waiting for the Aquanet to dry.